1
铝合金材料
铝合金的密度为2.7 g/cm3,约为钢的三分之一,具有高比强度、抗冲击性能和耐腐蚀性能,价格相比镁合金、钛合金低,是使用最广泛的轻量化材料之一。铝合金最早在20世纪50年代开始用于汽车发动机和传动部件的制造,随后日本的马自达汽车公司在RX-7 跑车车身制造中引入了铝合金,减轻汽车质量的同时提高了车身结构强度[7]。综合考虑成本、性能及轻量化效果,多材料混合车身设计成为车身轻量化手段的主要发展方向,上汽通用CT5车型铝材占比64%,蔚来ES8 车型铝材占比96%,特斯拉汽车采用一体压铸铝合金后地板,一汽-大众部分车型前盖、电池外壳箱体、后地板使用铝合金材料。
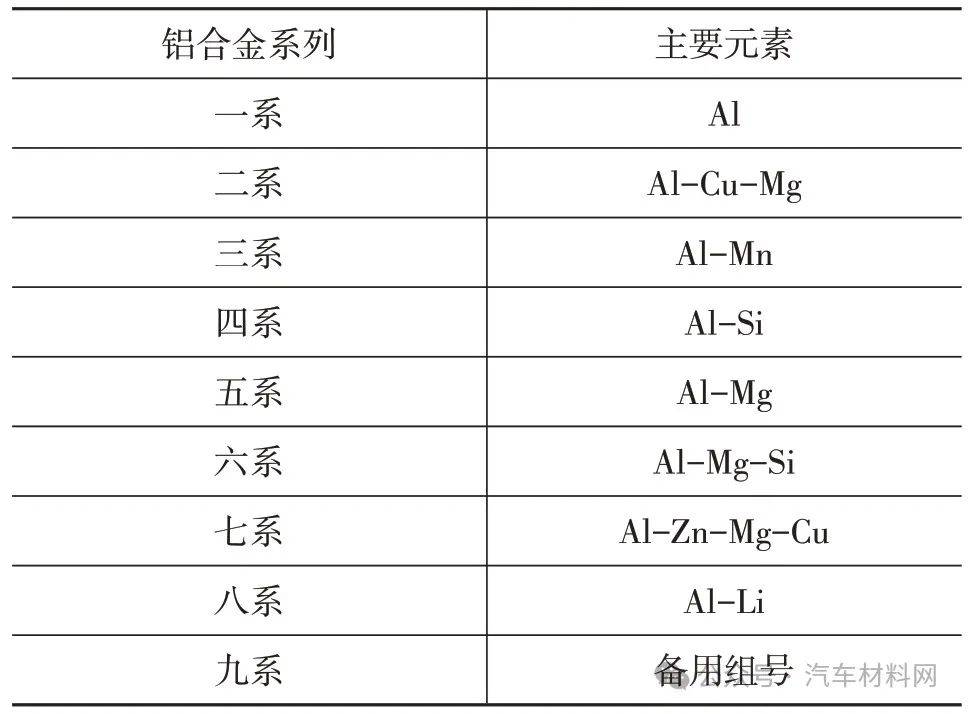
在铝合金中添加微量元素,可以提高其综合力学性能。根据增加的元素不同,铝合金分为一到九系。一系是纯铝,九系是备用组号。目前,在汽车制造中应用的铝合金有三系、五系、六系和七系,应用相对较多的是五系和六系;三系强度较低,则主要用于轮罩等非承载部件;七系力学性能优异,可以用于制作飞机的起落架,也被称为航空铝合金,成本较高(表1)。
表1 铝合金分类[5]
2
铝合金的焊接性
2.1 铝/铝的焊接性
在车身制造中,焊接是焊装车间最常用的连接技术。不同材料的可焊接性不同,适用于不同的焊接方法。对于铝/铝焊接来说,主要有5个难点。
(1)铝熔化之后粘度大、流动性差,容易形成表面缺陷。
(2)铝特性活泼,表面易形成致密的氧化铝薄膜,氧化铝熔点高达2 050 ℃,会阻碍铝合金的熔化,导致未熔透、夹渣等缺陷[4]。
(3)铝合金液态时能溶解大量氢,固态几乎不溶解,焊接熔池凝固后极易形成氢气孔。
(4)热导率高,约为钢的4倍,焊接时热量损失大,应尽量采用能量集中、功率大的热源,比如激光焊、等离子束焊。
(5)焊缝和热影响区容易软化,焊接时合金元素易蒸发烧损,使焊缝性能下降。总体来说,铝合金的焊接性比钢要差,焊接难度更高。
2.2 铝/钢的焊接性
铝/钢焊接的难点不仅包含铝焊接的难点,还包含铝和钢2种材料之间性能差异带来的难点(表2)。
表2 铝合金和碳钢性能对比[8]
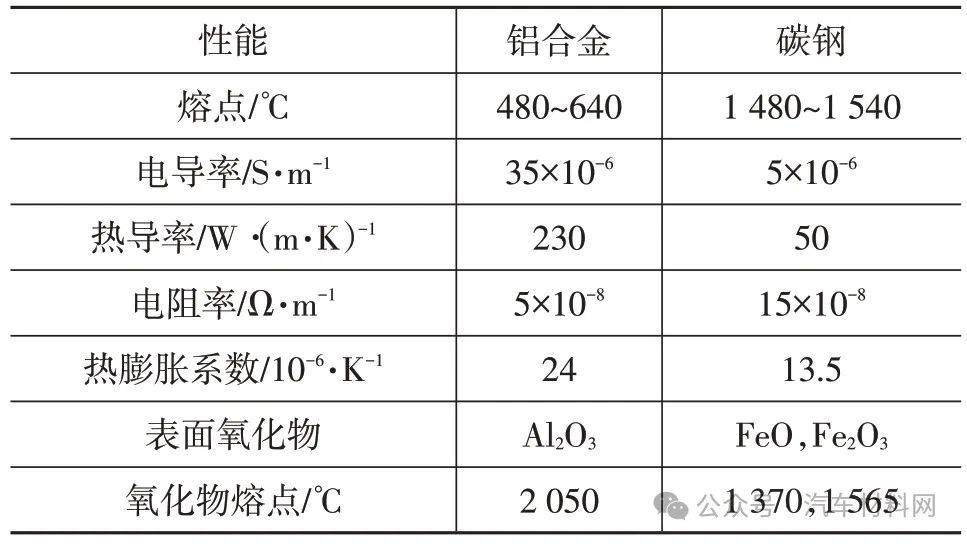
(1)铝和钢的熔点差异大,铝合金的熔点约为600 ℃,钢的熔点约为1 500 ℃,很难形成熔焊接头。
(2)铝的导电性优于钢,在最常用的电阻焊过程中,焊核会向钢一侧偏移,导致焊接接头强度较低。
(3)对于钢和钢的焊接,电阻最大的地方是钢材本身,热量集中在钢板上(图1)。

图1 不同材料电阻点焊过程中电阻热分布示意[9]
(4)对于铝和铝的焊接,由于铝导电性好,自身电阻小,而板材之间以及板材与电极帽之间的接触电阻较大,因此界面连接处热量较少,不利于形成焊核,而板材与电极帽之间容易发生粘连。
(5)对于铝和钢的焊接,电阻热主要生成于钢板内部,导致热量分布极度不平衡,容易出现熔核偏移、界面处缩孔等问题[10]。
(6)铝和钢的导热性和线膨胀系数差异大,变形和焊接应力大。
(7)铝、钢固溶度低、冶金相容性差,易生成脆而硬的Fe-Al 金属间化合物(Inter Metallic Compounds,IMCs),不利于接头的力学性能[11]。
(8)铝/钢之间的焊接性比铝/铝更差,目前铝和钢的焊接技术没有在汽车主机厂实现规模化应用。
3
铝合金连接技术
连接技术可以分为焊接、机械连接和粘接。焊接是通过加热、加压或两者并用的方式使2种材料间实现原子间结合的连接方法。机械连接是通过连接件的机械咬合作用实现连接的方法,如铆接、螺纹连接。粘接是借助胶粘剂在固体表面上所产生的粘合力,实现材料连接的方法。
3.1 焊接
3.1.1 电阻点焊
电阻点焊(Resistance Spot Welding,RSW)具有生产效率高、不需要焊丝和保护气等辅助材料、易于实现自动化的优点,是目前汽车行业应用最为广泛的焊接技术。电阻点焊的焊接原理是在电极压力下,利用电阻热熔化母材形成熔焊接头。
由于铝导热快的特性以及高熔点氧化膜的影响,焊接时需要采用大电流、大电极压力、短时间的硬规范,普通钢板电阻点焊电流在6~10 kA,而铝板焊接电流约为50 kA,因此铝合金电阻点焊对焊机、变压器的供电要求更高。
另外,铝板与电极帽的接触电阻产热较多,容易出现粘帽现象,故每焊接20次左右需要铣削一次电极帽,而钢板焊接可以做到每焊接100 次铣削一次电极帽。目前,粘帽现象的解决方案有以下3种。
(1)通用汽车发布环状纹路电极帽专利(图2)。特殊的环状纹路在板材表面产生不同应力区,进而破碎氧化膜并得到相对可控的接触电阻。根据Hu 等[7]的研究,环状纹路电极帽能够有效提升电阻点焊接头的力学性能和焊接稳定性,同时电极帽的使用寿命相比传统电极帽更长。
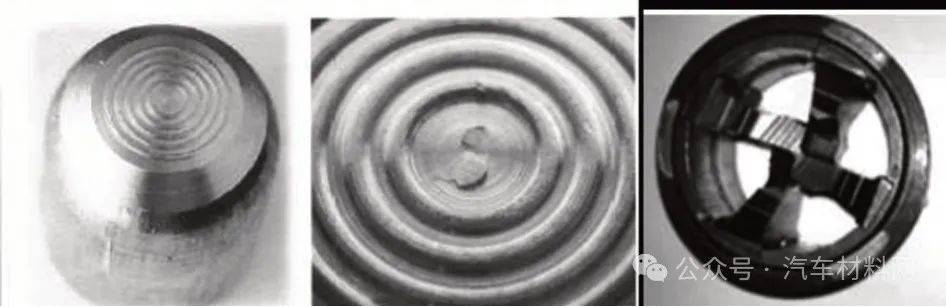
图2 通用汽车的环状纹路电极帽[12]
(2)焊接过程中,用旋转20 mm 大直径电极帽的方法来降低粘帽问题频次,目前在奔驰E级车生产中有应用。
(3)Fronius 公司提出了Delta Spot 电极带式电阻焊[13],其工作原理是用电极带来替代电极帽,每焊接一个焊点,电极带就会移动一次,进而保证每次焊接都是新的清洁电极与工件接触,但这种设备由于成本相对较高,在主机厂中应用较少(图3)。

图3 Fronius电极带式电阻焊[13]
针对铝/钢电阻点焊过程中,在铝/钢界面处生成脆硬IMCs 层导致接头性能不良的问题,Chen 等[14]对铝/钢界面的物相进行了表征,发现接头的断裂模式与IMCs层的厚度有直接关系,进而决定焊接接头的力学性能。研究表明当IMCs 层的厚度低于3 μm 时,接头断裂模式为纽扣拉出失效,厚度大于3 μm时,表现为铝侧热影响区失效或界面失效。调控IMCs层的厚度对接头性能至关重要,目前多采用在铝/钢间添加中间层或母材镀层的形式控制硬脆相的生成。张月莹等[15]研究了Cu 中间层对铝/钢异种金属电阻点焊的影响,接头主要由熔核区和铝/钢界面区组成。熔核区主要为α-Al 固溶体,界面区主要由Fe2Al5层和Fe4Al13层组成,是接头最薄弱的区域。Cu对界面区微观组织及接头力学性能具有明显的影响,随着纯Cu 中间层厚度(0 μm,50 μm,100 μm)增加,界面区宽度减小,接头拉剪力提高,这主要归因于Cu 抑制了Al-Fe 金属间化合物生长,改善铝/钢界面区的综合力学性能。文献[16]也表明了Cu、Zn、Si、Ti、Ni粉末均能在一定程度上改善接头的力学性能。
3.1.2 弧焊
铝合金弧焊通常采用熔化极惰性气体保护焊(Metal-Inert Gas welding,MIG),MIG 焊接效率高,可适用于厚板焊接,同时焊接过程中的“阴极雾化”作用有助于去除氧化铝膜。
铝的热膨胀系数是钢的2倍,导热性是钢的4倍,因此铝的焊接变形及应力比钢大。在MIG 焊接过程中通常会采用Fronius 公司的冷金属过渡技术(Cold Metal Transfer,CMT),通过焊丝机械回抽和数字焊机协调配合,可显著降低焊接过程的热输入。目前,一汽-大众佛山焊装车间采用MIG技术焊接铝合金电池外壳箱体,中国中车集团的铝合金地铁车厢拼接也多采用MIG焊接。
CMT 铝/钢熔钎焊接头的强度主要受铝/钢界面的IMCs 层及铝侧软化的热影响区影响。Cao 等[17]对1 mm厚铝合金和1 mm厚Q235镀锌钢的CMT焊接参数进行了探究。通过优化参数以减小热输入能够有效抑制IMCs层及铝侧热影响区的生成进而提高接头强度。Ye 等[18]使用MIG-TIG 双面电弧钎焊的方法焊接3 mm 厚AA5052 铝合金与Q235 低碳钢,由于工艺更低的热输入,接头界面处存在IMCs(Fe2Al5和Fe-Al3)中Fe2Al5(主要构成)的最大厚度减小到2.03 μm,接头的平均抗拉强度是传统MIG 接头的2.5 倍,达到148.1 MPa。
3.1.3 激光焊接
激光焊接(Laser Beam Welding,LBW)是利用高能量密度的激光束作为热源的一种高效精密焊接方法,具有能量密度高、焊缝深宽比大、焊接变形小等优点。激光的产生原理是激光介质中的原子受到泵浦能量时产生原子跃迁,进入高能态,同时将吸收的能量以光和热的形式释放。当发出的光击中其他原子时,基态原子就会吸收这束光;当高能态原子数量大于基态原子时,激光就得到了放大,光束在谐振腔内不停地振荡放大,通过耦合镜输出产生激光[19]。
在车身制造工艺中激光焊接可以分为2 大类,一类是熔钎焊,需要焊丝填充焊缝,一般用于顶盖、后盖等可视焊缝区域。另一类是激光飞行焊,也叫远程激光焊,不需要填丝,通过大功率的激光将搭接的板材直接熔透,主要应用于窗框和内板的连接。
为探究金属表面镀层对铝/钢异种金属接头组织性能的影响,Tan 等[20]使用了3 种不同的Zn 基钎料(Zn-2Al,Zn-15Al 和Zn-22Al)开展了铝/钢熔钎焊的研究。研究发现,通过控制金属间化合物含量可以提升接头力学性能。陈树海等[21]研究了镍箔中间层对铝/钢深熔焊的影响,镍中间层的添加有效地改善了接头力学性能,并扩大了可用的工艺参数范围,这对铝/钢激光焊接在工业生产中实际应用提供了方向。
3.1.4 搅拌摩擦焊
搅拌摩擦焊(Friction Stir Welding,FSW)是利用摩擦热作为焊接热源的一种固相连接方法。搅拌头高速旋转并将搅拌针插入焊件的接缝处,高速旋转的搅拌针与母材摩擦产生的热量使焊缝处材料温度升高而软化,在摩擦产热和轴肩的作用下,形成致密的固相连接接头。搅拌摩擦焊是1991 年英国焊接研究所发明的新型焊接技术,由于在焊接过程中没有弧光和烟尘,也被称为绿色焊接技术[22]。FSW适用于铝钢的焊接,已在马自达Roadster 车型的前盖中连接铝合金内板和钢制结构件。
影响接头质量的主要因素包括搅拌头转速、搅拌头形貌和板材预处理方式等,提高接头强度的方法包括优化焊接参数、对板材进行预处理或者添加填充层。Zheng 等[23]将纯Zn 箔放置于钢和铝中间,类似于“三明治”结构,结果表明纯Zn 箔可显著提高接头强度。在车身制造中,普遍使用的镀锌钢板正好利于形成上述的“三明治”结构。搅拌摩擦焊在未来汽车制造的异种焊接中具有应用前景。
3.5 机械连接
3.5.1 热熔自攻丝
热熔自攻丝(Flow Drill Screw driving,FDS)是利用螺钉的高速旋转产生的热量软化待连接板母材,并在巨大的轴向压力下,挤压并旋入待连接板实现钻孔和攻丝。通过旋转→穿透→通孔→攻螺纹→拧螺纹→紧固这6 个步骤实现在开预制孔或不开预制孔同种或异种板材之间的连接,属于不可拆卸单面连接工艺。
FDS 属于机械连接工艺,可以用来连接包括超高强度钢、铝镁合金和复合材料在内的异种材料。单面进枪适用于封闭型腔结构。FDS的劣势为由于单面施力,对工件和机器人冲击较大,连接时需要高强度刚性支撑。另外,螺钉端面有一定凸起,需要在工艺设计时考虑暴露在外的螺钉对车身后续装配的影响。目前该连接技术已被应用于奥迪Q3和蔚来ES8等车型。
3.5.2 自冲铆接
自冲铆接(Self-Piercing Riveting,SPR)是通过特制铆钉连接2种或2种以上金属板材的机械冷成型连接技术,使用高强管状铆钉在高压作用下穿透上层板材,同时铆钉末端刺入下层板材后在压力及下模作用下膨胀形成自锁,从而实现连接。
SPR 优势是可以用于异种材料的双层或多层连接,铆接过程能耗低、无热效应、不会破坏涂层。劣势是不同材质、厚度及硬度的接头组合需要定制不同的铆钉、冲头及冲模,铆钉成本较高。同时,铆接点的平面凸起2~3 mm。SPR需要使用C形铆接枪,故板材双侧需要预留进枪空间。
SPR 主要用于中薄铝板、普通钢板及其混搭形式的连接,在捷豹XFL、通用CT6和奔驰车身制造中有广泛应用。
3.5.3 无铆连接
无铆连接(Clinching)是利用板件本身的冷变形能力,使板件产生局部变形而实现板件连接的技术。
Clinching属于机械连接技术,适用于异种材料间连接。相比SPR,不需要额外的铆钉,因此成本相对较低。缺点是连接强度不如SPR,主要用于强度要求相对较低的部件上(如四门两盖、轮罩)。Clinching技术同样需预留双面进枪位置,需要在工艺设计和线体布局时提前考虑。
3.6 粘接
车身制造中最常见的粘接工艺是胶粘连接,在汽车行业中的应用已经有很长的历史。胶接除了防腐密封功能外,也发挥着连接作用。
胶接具有抗疲劳、减振、密封及绝缘性能好的优势,并可阻止裂纹扩展,但无法承载大载荷,因此经常将胶接、焊接和机械连接等方式配合使用。对于铝和钢连接,母材之间的结构胶从物理上阻断了铝和钢之间的直接接触,避免接头受电化学腐蚀影响。
3.7 连接替代方案(一体压铸)
一体压铸属于金属铸造工艺,利用模具对腔内熔融金属进行定型。特斯拉汽车使用中国力劲科技生产的GigaPress 6000 t级超大型压铸机,整体压铸铝合金车身后地板,将70 余个零件减少为1 个零件,节省约1 000余次焊接工序。
一体压铸技术的优势非常明显,可缩短整车车身开发周期,同时相较传统冲焊工艺,单件的材料利用率和工艺成本更低。劣势为在铝合金热处理过程会产生形变,且尺寸后期无法通过夹具调整,尺寸精度低于冷冲压件。压铸模的冲型、排气、冷却等工艺设计复杂,压铸过程高速填充、快速冷却,产品易产生砂眼、裂纹、缩孔等缺陷,批量的探伤质检也相对困难。对于消费者而言,后期整车维修的难度大、成本高。
4
结束语
(1)铝合金的焊接性比钢差,电阻点焊依旧是目前应用最广泛的方法。铝/钢异种材料焊接难点在于铝/钢界面处反应生成硬脆金属间化合物,致使接头力学性能不佳。虽然在实验室条件下,通过增加箔片、镀层、优化工艺参数等方法可以得到相对较高强度的焊接接头,但由于其成本和生产效率影响,难以在汽车行业实现规模化应用。机械连接和胶接是当下实现铝/钢异种连接的主要途径。
(2)在国家“双碳”目标战略的大背景下,先进制造技术的轻量化需求日益凸显,铝合金是车身轻量化的重要发展方向,解决铝合金材料在车身连接技术上的应用问题,将成为汽车产业发展的关键。
声明:公众号偶尔转载的文章出于非商业性的教育和科研目的供大家参考和探讨,并不意味着支持其观点或证实其内容的真实性。版权归原作者所有,如转载稿涉及版权等问题,请立即联系我们删除。
网站平台:www.posongbi.com